公司名稱:南昌孟龍實(shí)業(yè)有限公司
聯(lián)系人:劉經(jīng)理(13767010068)
固定電話:0791-86653069
文本傳真:0791-86653269
電子郵箱:menglonggj@126.com
公司地址:江西省南昌市灌嬰路金潤二期6棟32-33號(hào)

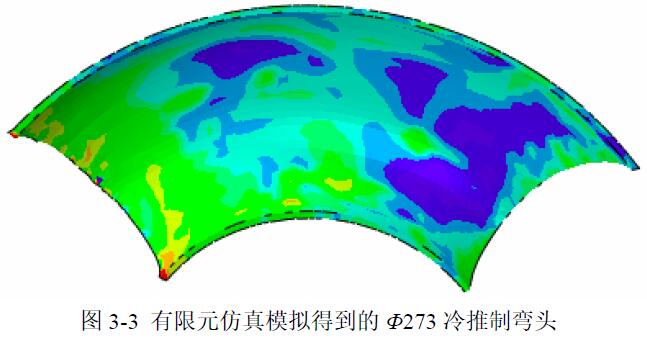
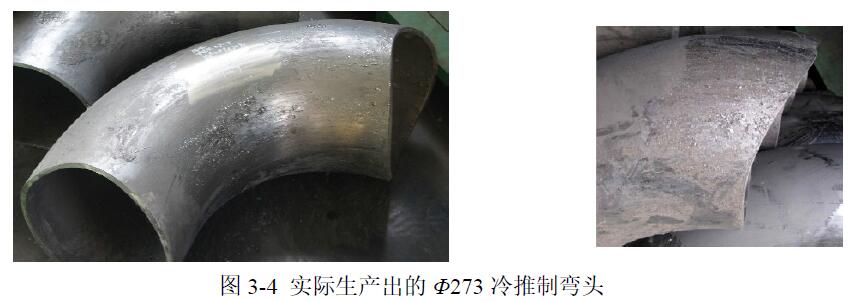
根據(jù)工廠實(shí)際生產(chǎn)所提供的 Φ273 彎頭的管坯尺寸,應(yīng)用ABAQUS 軟件進(jìn)行有限元仿真模擬其冷推制過程,經(jīng)過ABAQUS 有限元模擬得到如圖3-3 所示結(jié)果。生產(chǎn)實(shí)際中Φ273 冷推制彎頭如圖3-4。從推制出彎頭的外形可以看出,經(jīng)過有限元仿真模擬得到的彎頭與實(shí)際生產(chǎn)出的彎頭都會(huì)出現(xiàn)彎頭端口處兩端長(zhǎng)中間凹的現(xiàn)象。
1、冷推制彎頭尺寸對(duì)比
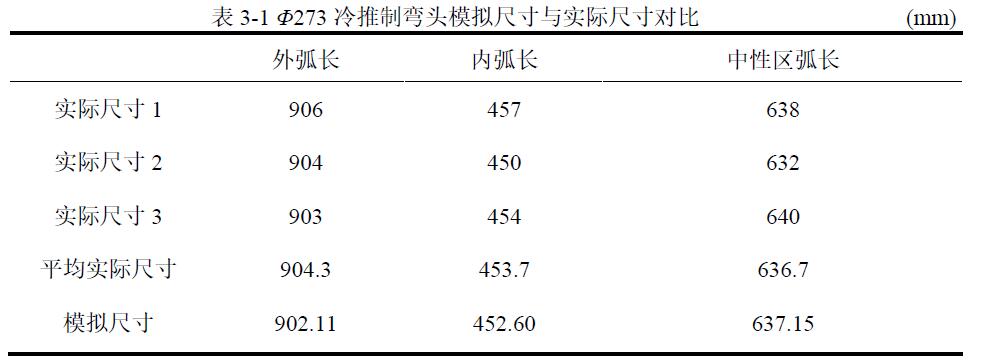
將仿真模擬得到的彎頭尺寸與生產(chǎn)廠家生產(chǎn)出的彎頭尺寸相比較,包括外弧長(zhǎng)、內(nèi)弧長(zhǎng)、中性區(qū)弧長(zhǎng)的對(duì)比,見表3-1,經(jīng)比較,有限元仿真模擬結(jié)果與實(shí)際結(jié)果基本一致,說明該有限元仿真模擬模型的建立是可靠的。
2、仿真模擬冷推制彎頭壁厚分析
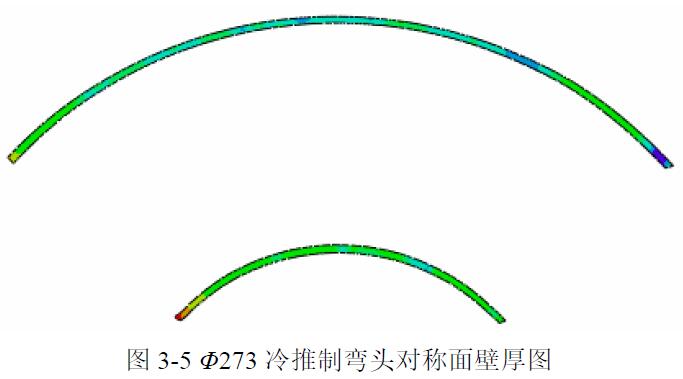
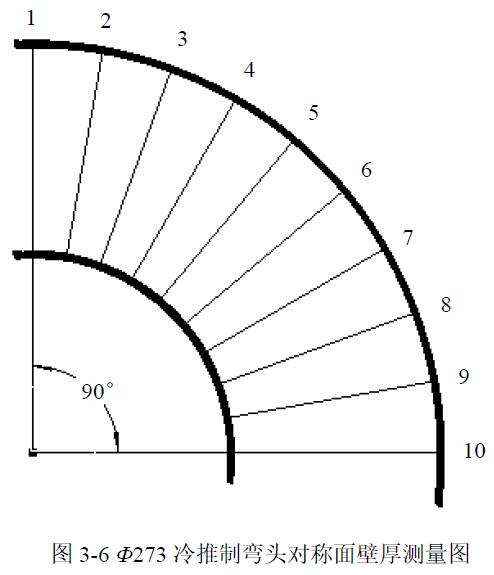
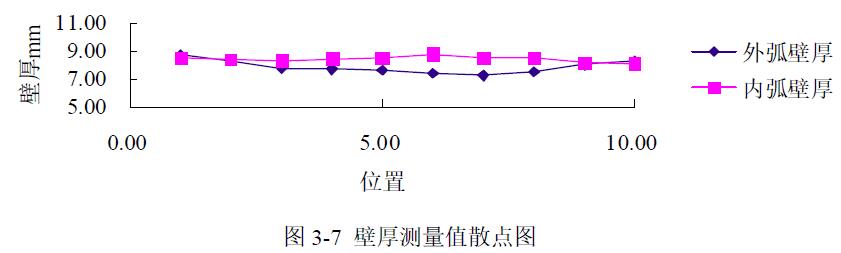
如圖3-5 是Φ273 冷推制彎頭仿真模擬出的彎頭對(duì)稱面壁厚圖。圖3-6 為Φ273冷推制彎頭仿真模擬出的彎頭對(duì)稱面壁厚測(cè)量圖,圖中取90°彎頭的10 個(gè)截面中的外弧壁厚和其內(nèi)弧壁厚,每個(gè)截面處的外弧壁厚和內(nèi)弧壁厚詳見表3-2。由表3-2 可以看出冷推制彎頭的外弧是減薄的,內(nèi)弧是增厚的,整個(gè)冷推制彎頭壁厚分比較均勻,沒有大的減薄或增厚區(qū)域。實(shí)際生產(chǎn)工廠給出壁厚合格范圍為7.2mm-8.8mm,由表3-2 可以看出整個(gè)彎頭的壁厚都在合格范圍內(nèi),圖3-7 為壁厚測(cè)量值的散點(diǎn)圖,通過散點(diǎn)圖可以看出壁厚變化是較為均勻的,因此可以驗(yàn)證彎頭冷推模型的正確性,由此可以得出該模型能夠比較準(zhǔn)確的模擬彎頭冷推制的過程,同樣可以認(rèn)為該模型可以比較準(zhǔn)確的模擬彎頭反推的過程。