
公司名稱(chēng):南昌孟龍實(shí)業(yè)有限公司
聯(lián)系人:劉經(jīng)理(13767010068)
固定電話:0791-86653069
文本傳真:0791-86653269
電子郵箱:menglonggj@126.com
公司地址:江西省南昌市灌嬰路金潤(rùn)二期6棟32-33號(hào)

管件知識(shí)
固定管斜45°氬電聯(lián)焊試驗(yàn)材料及焊前準(zhǔn)備
發(fā)布人:管理員 發(fā)布日期:2019-05-07 13:28:06
試件選用20鋼無(wú)縫鋼管兩個(gè),規(guī)格為Φ114mm×8mm×100mm,坡口角度60°±3°,鈍邊1.5~2.0mm。用磨光機(jī)、銼刀等工具在管內(nèi)、外壁兩側(cè)20mm范圍內(nèi)除凈鐵銹、油污和氧化皮等雜質(zhì),打磨過(guò)程中不要破壞坡口角度和鈍邊尺寸,使其呈現(xiàn)金屬色澤。
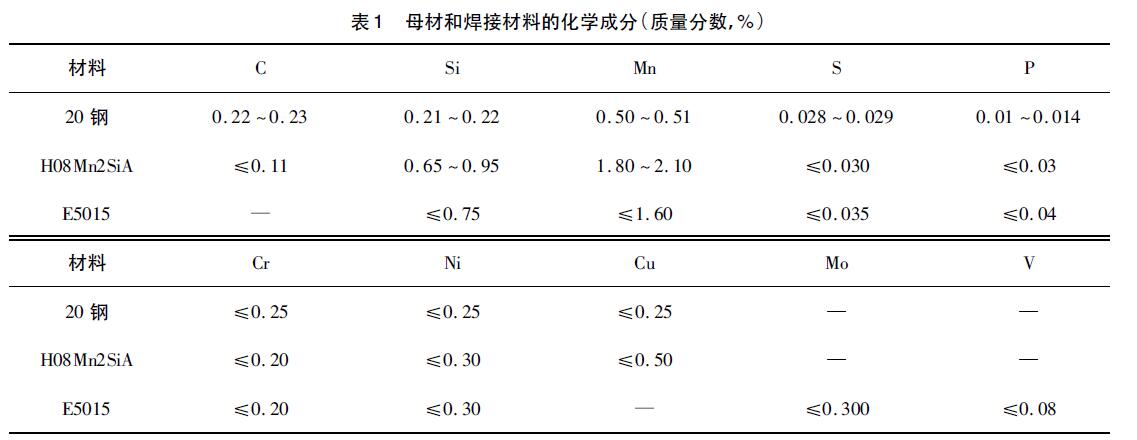
焊接使用的氬氣純度應(yīng)大于99.7%,噴嘴采用孔徑為Φ8~10mm的圓柱形陶瓷噴嘴,選用Φ2.5mm的鈰鎢極,端頭磨成錐形,鎢極伸出長(zhǎng)度4.0~6.0mm。焊絲選用Φ2.5mm的H08Mn2SiA,將E5015焊條烘干后,放入保溫筒中備用。母材和焊接材料的化學(xué)成分見(jiàn)表1。
上一篇: 法蘭存在的腐蝕及防范措施
