
公司名稱:南昌孟龍實業(yè)有限公司
聯(lián)系人:劉經(jīng)理(13767010068)
固定電話:0791-86653069
文本傳真:0791-86653269
電子郵箱:menglonggj@126.com
公司地址:江西省南昌市灌嬰路金潤二期6棟32-33號

?
一、序言
廣州太古匯商業(yè)、酒店、辦公樓和文化中心工程的空調(diào)水系統(tǒng)冷量為14800RT,其空調(diào)主機房和空調(diào)水泵房皆設置在負四層,而冷卻塔設置在辦公樓一的40 層天面,之間的高差約210 米。空調(diào)主機和冷卻塔之間由4 條DN800 的豎井立管連接,該冷卻水系統(tǒng)采用鍍鋅鋼管,利用法蘭連接。系統(tǒng)運行時,最不利點的設計工作壓力為2.7MPa,試驗壓力要求為工作壓力的1.5 倍即4.05MPa。
二、施工工序及施工方法
以往空調(diào)水系統(tǒng)采用鍍鋅鋼管法蘭連接方式時一般采用二次鍍鋅安裝工藝,即在工地現(xiàn)場安裝完成后,拆卸并運至鍍鋅廠進行鍍鋅,鍍鋅完畢后再運回工地進行組裝。而該工程由于工期緊、工程量大等原因,無法按二次鍍鋅工藝進行施工,而是要求將管道在鍍鋅廠焊接法蘭并鍍鋅加工成為成品,然后直接將成品運至工地進行安裝。由于該冷卻管道系統(tǒng)安裝要求一次成形,不能進行拆卸,所以必須嚴格控制所有管道加工成為成品的每一個步驟,以保證每條成品管道的精度,才能確保整個冷卻水管道系統(tǒng)的嚴密性。主要應注意以下幾點:
一、法蘭與管道之間的垂直度。
我們必須保證了法蘭與管道之間的垂直度,才能保證整條立管能以直線安裝并保證法蘭間縫隙的嚴密性。由于該管道的工作壓力較高、要求的使用壽命較長,業(yè)主選用了金屬墊片,而金屬墊片的彈性較差,不像橡膠墊片那樣可以彌補法蘭與管道間垂直度不夠的不足,所以該工程對法蘭與管道間的垂直度要求更高。因為DN800 管徑較大,法蘭與管道又較重,法蘭與管道的對口及焊接過程都容易影響法蘭與管道間的垂直度。針對這種情況,我們專門制作了一套法蘭與管道對口裝置,如下圖:


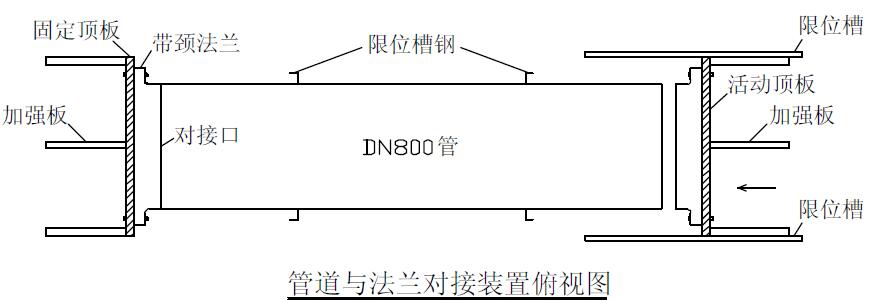
為了確保整個法蘭與水管對口裝置的精度,我們放棄了傳統(tǒng)的水平尺進行度量,所有的水平及垂直線校對都使用紅外線水平儀。該裝置的制作步驟如下:
1、將底板1 和底板2 調(diào)整在同一水平線并固定,然后將底板3 和底板4 調(diào)整在同一水平線,并且使兩組底板之間的高差為法蘭外徑與水管外徑的差值。
2、在固定頂板上按法蘭的螺絲孔位置對角鉆4 個螺絲孔,然后將固定頂板校對到與底板1 垂直并焊接固定,并在其一側焊接加強板。
3、在活動頂板上按法蘭的螺絲孔位置對角鉆4 個螺絲孔,然后將活動頂板校對到與底板2 垂直并在其一側焊接加強板,使其與底板2 保持垂直。
4、將固定頂板和活動頂板校對到平行后,在活動頂板兩側焊接兩條限位槽,以確保活動頂板移動過程中能與固定頂板一直保持平行。
5、在底板3 和底板4 上各焊接2 條槽鋼,槽鋼與底板垂直,之間的間距為管道外徑大小。底板3 和底板4 上槽鋼的連線與兩端頂板垂直。
使用法蘭與管道對口裝置進行對口的步驟如下:
1、利用4 顆螺栓將一片法蘭與固定頂板固定好。
2、將一條管道吊裝到限位槽鋼內(nèi)的底板3 和底板4 上,再將管道推向法蘭口,使管口與法蘭口之間的間距達到焊接工藝標準要求的距離,然后進行焊接。
3、利用4 顆螺栓將一片法蘭固定在活動頂板上,推動活動頂板將該法蘭推向管道,使管口與法蘭口之間的間距達到焊接工藝標準要求的距離,然后進行焊接。
通過上述步驟即可完成管道與法蘭的對口及焊接工作。
二、焊接工藝。
因DN800 管管徑較大,燒制法蘭時應采用對稱焊和多道焊工藝,以減小變形。焊接前按規(guī)范要求對焊條進行烘培保管。本工程鋼管材質(zhì)為Q235-20,焊接材料選用E4303 型,烘培溫度為100~150℃,恒溫時間為0.5~1h,焊條烘干后應保存在100~150℃恒溫箱中,隨用隨取,焊條在現(xiàn)場使用時,應裝在性能良好的保溫筒內(nèi), 隨用隨取,并注意蓋好,焊條重復烘干不能超過2 次。管道坡口采用半自動氧-乙炔切割坡口機進行加工,焊前應檢查組裝質(zhì)量,清除坡口面及坡口兩側20mm 范圍內(nèi)的鐵銹、水份和污物,并應充分干燥。焊接中始端采用后退起弧法,終端應將弧坑填滿。多層焊的層間接頭應錯開50mm 以上。為了進一步確保焊縫質(zhì)量,對焊縫進行超聲波或X 光檢測。
三、熱鍍鋅后法蘭水線處理。
管道焊接法蘭后需進行熱鍍鋅處理。在鍍鋅完成提起管道時,通常采用一端高、一端低的方式,以便鋅液能從管道中順利流出,這就導致了處于低端的法蘭鍍鋅層較厚,甚至填充了法蘭水線。法蘭水線是確保法蘭接口嚴密性的重要保障,沒有法蘭水線,法蘭與墊片間將無法形成迷宮式密封,嚴重影響法蘭接口的嚴密性。因此在管道進行熱鍍鋅后,必須利用風焊將法蘭水線里的鍍鋅層融化后,再利用鋼絲刷等工具將法蘭水線里的鍍鋅層清除。在清除過程中必須注意風焊的氧氣控制及使用鋼絲刷的力度,防止法蘭水線被破壞。
