
公司名稱:南昌孟龍實業(yè)有限公司
聯(lián)系人:劉經(jīng)理(13767010068)
固定電話:0791-86653069
文本傳真:0791-86653269
電子郵箱:menglonggj@126.com
公司地址:江西省南昌市灌嬰路金潤二期6棟32-33號

彎頭在化工、化肥、石油、電力、冶金、管道工程、建筑以及醫(yī)療機械制造等領域被廣泛應用。對于不同規(guī)格、不同材料的彎頭要根據(jù)每種彎頭成形方法的特點來選擇最為合適的生產(chǎn)方式。下述即為幾種常見的彎頭成形方法。
1、冷推制成形
冷推制成形是指運用隧道成形原理在液壓機的作用下將管坯推進模具彎曲型腔中成形彎頭的一種彎頭成形方法。冷推制成形可以分為有芯棒的冷推制成形和無芯棒的冷推制成形,通常對于不銹鋼及碳鋼彎頭的成形主要運用有芯棒的成形方法。
冷推成形的優(yōu)勢在于工藝簡單,管坯不需要預熱,一次冷彎成形,外側壁厚的減薄率較小成品質(zhì)量好,局部變形小;模具結構簡單,操作容易,成形速率較快,生產(chǎn)成本比較低廉,所以適用于大批量的生產(chǎn)。
冷推制彎頭通常會出現(xiàn)的缺陷有外弧減薄、內(nèi)弧增厚、起皺、破裂、表面劃傷等,這是因為在冷推制彎頭的過程中,彎頭的外弧由于受到切向拉伸而加長,內(nèi)弧由于受到切向壓縮而縮短。彎頭較常出現(xiàn)的缺陷如圖1-1所示。
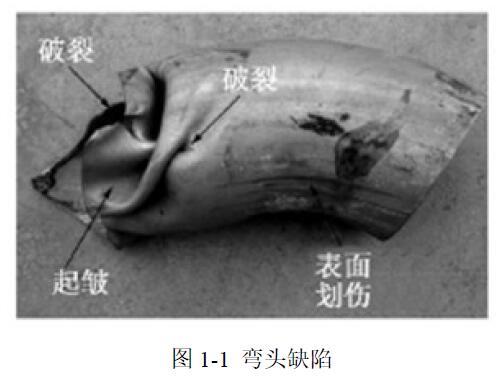
冷推制彎頭的成型裝置見圖1-2所示。
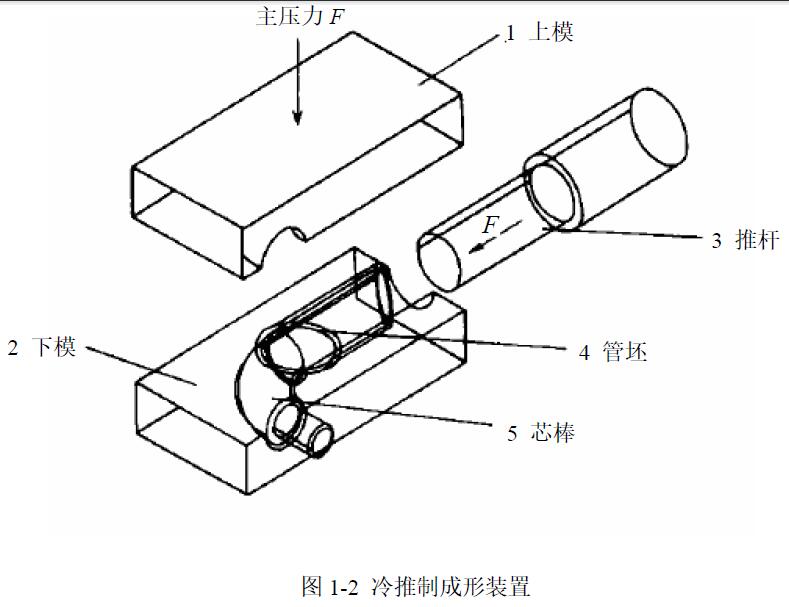
主壓力F使上模具1向下運動,上模1與下模2合模,推桿3在力F的作用下推動管坯4經(jīng)由導向段進入型腔內(nèi),在芯棒5的作用下成形為彎頭。為了避免彎頭成形后在脫模時出現(xiàn)不易脫模的狀況,通常需要在成形前為管坯4添加潤滑劑,使脫模更為容易。
2、熱推制成形
熱推制成形技術即利用感應加熱的方式將管坯進行加熱,使材料塑性增強,然后利用兩步液壓推彎,在管坯內(nèi)部的芯棒作用下進行擴徑,成形出比管坯直徑更大的彎頭的一種成形方法。熱推制成形彎頭適合連續(xù)生產(chǎn),生產(chǎn)速率較快,且能夠生產(chǎn)不同規(guī)格的彎頭,在現(xiàn)有的彎頭成形方法中是生產(chǎn)成本較低的一種成形方法,因此被廣泛應用在彎頭的生產(chǎn)中。但在成形碳鋼彎頭時,對內(nèi)部牛角芯棒有較高的紅硬性要求,且彎頭在成形時加熱溫度需要控制在750℃~950℃之間。
利用熱推制工藝推制出的彎頭在外觀上比較美觀,成形質(zhì)量較好,壁厚也比較均勻,而且非常適合連續(xù)大批量的生產(chǎn),所以在成形合金鋼、不銹鋼以及碳鋼彎頭時通常選用熱推制成形的工藝。
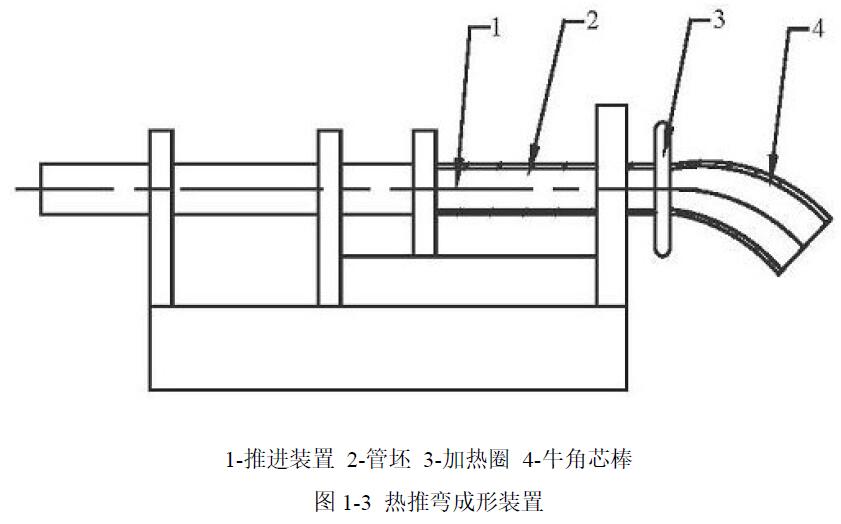
在運用熱推制成形的方法成形彎頭時,采用何種加熱方式非常重要。在目前所應用的加熱方法中,主要有三種加熱方式:感應加熱、反射爐加熱和火焰加熱。在實際生產(chǎn)中通常是根據(jù)產(chǎn)品需求及工廠實際來選擇一種合適的加熱方式。
如圖1-3所示即為利用熱推工藝生產(chǎn)彎頭的裝置圖。
3、沖壓成形
所謂沖壓成形即將內(nèi)部裝有內(nèi)芯的管坯直接運用模具進行沖壓壓制成形彎頭的一種方法。在最初生產(chǎn)無縫彎頭的時候,沖壓成形法實現(xiàn)了彎頭的批量生產(chǎn),并且廣泛應用在了彎頭的生產(chǎn)中。沖壓成形法具有一定的劣勢,即沖壓成形出的彎頭成形質(zhì)量不佳,彎頭壁厚偏差大且成形出的彎頭外觀也不美觀,并且在成形較大規(guī)格彎頭時,需要的模具成本也非常高。因此,在現(xiàn)如今的彎頭生產(chǎn)中,沖壓成形法已經(jīng)被其他的成形方法漸漸取代了。但是在生產(chǎn)一些特殊規(guī)格彎頭時,仍然在采用沖壓成形的方法。
利用沖壓成形的方法生產(chǎn)彎頭時,要根據(jù)實際生產(chǎn)需要和生產(chǎn)設備的噸位來確定是進行冷沖壓成形還是熱沖壓成形。
4、其他成形方法
擠壓法:即通過上下模具的擠壓來成形彎頭的方法。運用這種方法成形出的彎頭成形質(zhì)量較好,彎頭外形美觀,通常在制造一些薄壁類彎頭時應用此種方法。但是擠壓法對上下模具的精度要求非常高,要求的壁厚尺寸偏差也很小。
焊接法:即將板坯通過模具壓制出彎頭的一半管體,再將兩個一半管體通過焊接成為完整彎頭的方法。運用焊接法制造出的彎頭后續(xù)需要進行多次加工,且成形質(zhì)量較差。
經(jīng)過以上對不同彎頭成形方法的介紹,可以看出,每種成形彎頭方法雖然在應用范圍、成形彎頭的效率以及成形彎頭的質(zhì)量上有所不同,但在生產(chǎn)中都有各自的優(yōu)勢。在管件成形時,需要根據(jù)當前的實際情況,找到能夠快速的生產(chǎn)出所需的合格彎頭的成形方法,用來保證根本的生產(chǎn)效益。
