
公司名稱:南昌孟龍實業(yè)有限公司
聯(lián)系人:劉經(jīng)理(13767010068)
固定電話:0791-86653069
文本傳真:0791-86653269
電子郵箱:menglonggj@126.com
公司地址:江西省南昌市灌嬰路金潤二期6棟32-33號

管件知識
TP347不銹鋼蛇形管下料
發(fā)布人:管理員 發(fā)布日期:2019-05-30 10:10:12
TP347H不銹鋼管下料前按來料情況進行合理排料,避開圖紙要求的禁拼區(qū),下料前應(yīng)按來料情況進行合理的排料,避開圖紙上的禁拼區(qū),同時為避免蛇形管對接焊縫與塔模卡管區(qū)位置干涉,蛇形管對接焊縫與彎頭起彎點工藝尺寸應(yīng)≥130mm。
管子下料長度按下列公式確定:
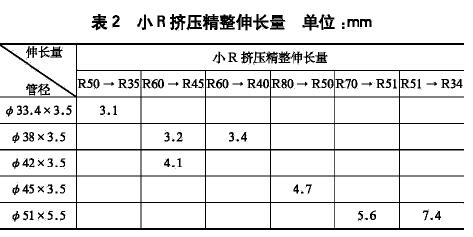
下料長度=理論長度-彎曲伸長量-小R擠壓精整伸長量+加工余量
其中彎曲伸長量參考值見表1、小R擠壓精整伸長量參考值見表2,具體數(shù)值車間每批試彎及試擠壓的實測數(shù)據(jù)為準(zhǔn)。圖紙如已給出了蛇形管具體拼接位置,則嚴(yán)格保證下料精度,以確保蛇形管焊縫位置符合圖紙要求。

TP347H蛇形管在下料后,應(yīng)作油漆標(biāo)記:圖號、工令號、材質(zhì)、材檢號。標(biāo)記應(yīng)放在管端等明顯的部位。
下料后在專用坡口倒角機進行坡口加工,刀具應(yīng)按工藝要求進行刃磨,調(diào)整刀具角度,確保坡口表面光滑,端面垂直度不大于0.3mm,坡口尺寸符合圖紙要求。甭刃刀具應(yīng)及時更換。
上一篇: TP347H 不銹鋼蛇形管放樣
下一篇::TP347不銹鋼蛇形管拼接
