公司名稱:南昌孟龍實(shí)業(yè)有限公司
聯(lián)系人:劉經(jīng)理(13767010068)
固定電話:0791-86653069
文本傳真:0791-86653269
電子郵箱:menglonggj@126.com
公司地址:江西省南昌市灌嬰路金潤二期6棟32-33號(hào)

從表1也可以看出,盡管一些標(biāo)準(zhǔn)對(duì)管件的壁厚沒有做出具體的說明,但是給出了與管道連接的依據(jù),即與管件所連接的管道的公稱壁厚,且有些標(biāo)準(zhǔn)也強(qiáng)調(diào)了與管道相連接端的處理方式。因管件與焊接法蘭所在的標(biāo)準(zhǔn)眾多(國家標(biāo)準(zhǔn)和行業(yè)標(biāo)準(zhǔn)),如要徹底解決此類問題,在實(shí)際項(xiàng)目執(zhí)行過程中,從項(xiàng)目一啟動(dòng)設(shè)計(jì)就需要考慮這些銜接處的問題,尤其是設(shè)計(jì)上越早考慮越好(確定設(shè)計(jì)標(biāo)準(zhǔn)類型)。
對(duì)這種因壁厚差異引起的“倒刺”問題,可以從如下幾個(gè)方面消除:
(1) 通過設(shè)計(jì)消除
在設(shè)計(jì)過程中,對(duì)于同一管道等級(jí)系統(tǒng)中的管道管件,在條件允許的情況下,可以選擇相同的口徑和公稱壁厚,例如可適當(dāng)提高管道的公稱壁厚來適應(yīng)管件的公稱壁厚,特別是針對(duì)低壓或小口徑的管道管件。在設(shè)計(jì)提資給相關(guān)制造商時(shí),明確管道及各管件的壁厚,并明確連接端的壁厚要求,同時(shí)在管道管件出廠前,通過檢驗(yàn)確認(rèn)是否達(dá)到質(zhì)量要求,這樣就從源頭上避免了“倒刺”的存在。
(2) 通過加工制造消除
在不能保證相同管道等級(jí)條件下的管道管件在連接端的壁厚相同時(shí),特別是一些高壓或者大口徑的管道管件,或者管件壁厚大于管道壁厚很多的,可以在設(shè)計(jì)文件中明確要求管件在制造過程中,兩端接頭處內(nèi)部需要機(jī)加工處理,直到兩側(cè)連接端的壁厚與所連接的管道壁厚相同。管件末端的機(jī)械加工方式可如圖5所示:
(3)現(xiàn)場(chǎng)補(bǔ)救矯正消除
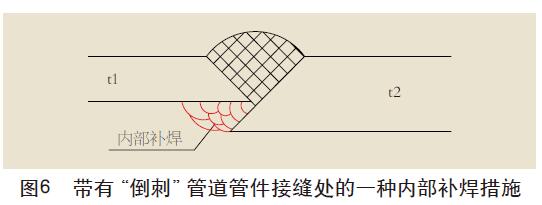
在現(xiàn)場(chǎng)施工過程中,對(duì)于未及時(shí)糾正且已經(jīng)焊接完成的此類“倒刺”接頭的焊縫,必須采取強(qiáng)制補(bǔ)救措施,避免將缺陷帶入調(diào)試或生產(chǎn)階段。一旦發(fā)現(xiàn)現(xiàn)場(chǎng)管道管件有“倒刺”問題,應(yīng)立即安排相關(guān)人員進(jìn)行討論,確認(rèn)發(fā)生此問題的管件的具體數(shù)量和位置,并安排人割掉,重新替換合格的管件,重新組對(duì)焊接。如果發(fā)生“倒刺”問題的管道管件的口徑比較大(焊接工人可操作),且焊縫接頭離操作面很近,則可以要求焊工在現(xiàn)場(chǎng)對(duì)內(nèi)部的倒刺處進(jìn)行補(bǔ)焊,將“倒刺”處空間焊滿,焊縫表面與前端管內(nèi)壁形成一個(gè)較緩斜面,使流體在管道內(nèi)流動(dòng)時(shí)盡可能平緩流動(dòng)不發(fā)生湍動(dòng),如圖6所示。這種方法比較省時(shí)省材料,對(duì)于一些可補(bǔ)焊的“倒刺”問題管件,不失為一種便捷的處理方法。